در این بخش به توضیح و شرح کامل مساله ی کنترل سطح مایع در مخزن با استفاده از کنترلر PID خواهیم پرداخت .
در این مقاله سعی شده است از مقالات علمی – پژوهشی استفاده شود .
عنوان مقاله اولی که مورد بحث و بررسی قرار می دهیم Modeling, Simulation and Control of Flow Tank
System است .
به معنی مدلسازی ، شبیه سازی و کنترل جریان مخزن .
در این مقاله در خصوص سیستم های کنترل مخزن بر اساس PID به چند روش بحث شده است .
۱- روش رله اتوتیونینگ
۲- روش زیگلر نیکولز
۳- روش تایروس لایبن
هر یک از این روش ها به تفصیل مورد بحث و بررسی و تحلیل قرار گرفته است .
همینطور شبیه سازی و آزمایش عملی برای هر روش انجام گرفته شده است .
و در پایان بهترین روش نتیجه گیری شده است .
۱-طرح مساله
۱٫ خنثی کردن تأثیر اختلالات خارجی
۲٫ اطمینان از پایداری فرآیند شیمیایی
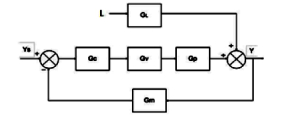
ساختار پایهای فیدبک را مطابق شکل ۱-۱ ( شکل بالا ) در نظر بگیرید. در اینجا:
-
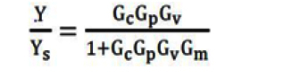
Gp تابع انتقال کلی فرآیند را نشان میدهد
-
Gc تابع انتقال کنترلر
-
Gv تابع انتقال المان کنترل نهایی
-
Gm تابع انتقال دستگاه اندازهگیری را نمایش میدهند
در این حالت، تابع انتقال حلقه بسته به صورت زیر تعریف میشود:
بسته به نوع سیستم که چند ورودی و خروخی دارد ، سیستم های کنترل به دو دسته MIMO ( چند ورودی – چند خروجی ) و SISO ( تک ورودی- تک خروجی ) تقسیم بندی می شوند .
مراحل طراحی کنترلر برای هر دو نوع مسئله مشابه است، اما از نظر مکانیزم و فرمولبندی مدل با یکدیگر تفاوت دارند .
تصویر زیر نمونه ای از یک سیستم کنترل تک ورودی – تک خروجی است :
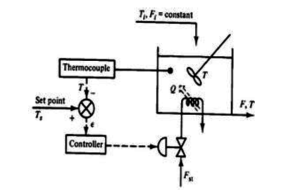
در شکل بالا یک سیستم کنترل مخزن SISO یا یک ورودی – تک خروجی را مشاهده می کنید .
در این نوع سیستم ، تنها یک ورودی برای کنترل خروجی وجود دارد .
اما در یک سیستم چند ورودی – چند خروجی چندین عامل کنترل برای خروجی ها وجود دارد . همچنین بر هم کنش بین ورودی و خروجی ها عامل مهمی در کنترل این سیستم ها است .
در سیستم های چند ورودی – چند خروجی انتخاب اینکه کدام ورودی با کدام خروجی در تعامل باشد بسیار مهم است .
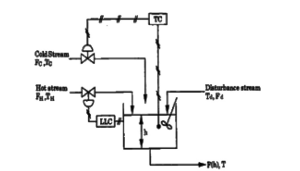
تصویر بالا نمونه ای از یک سیستم چند ورودی – چند خروجی است .
در این سیستم ما می خواهیم که کنترل همزمان دما و سطح مایع مخزن انجام شود .
انتخاب اینکه کدام ورودی سطح مخزن را کنترل کند و کدام ورودی سطح دمای مایع را کنترل کند بسیار مهم است .
در این مثال ، دو لوله ی ورودی وارد مخزن می شود . یکی لوله ی آب گرم و یکی لوله ی آب سرد .
دو حالت مختلف برای کنترل این سیستم می توان در نظر گرفت .
حالت اول آب گرم سطح مخزن را کنترل کند و آب سرد دمای مخزن را .
حالت دوم عکس حالت اول است. یعنی آب ورودی آب گرم دمای مخزن را کنترل کند و آب سرد سطح مخزن را .
هر یک از دو حالت را در نظر بگیریم ، نتیجه ی متفاوتی در خروجی سیستم دارد .
پس در سیستم های چند ورودی- چند خروجی تعامل بین ورودی ها و خروجی ها بسیار مهم است .
به طور کلی، برای یک سیستم n×n، تعداد n! (فاکتوریل n) پیکربندی ممکن برای جفتسازی ورودی-خروجی وجود دارد.
البته میدانیم که کنترلرهای ما تنها میتوانند بر اساس یکی از این پیکربندیها تنظیم شوند.
علاوه بر این، به طور شهودی انتظار داریم که یکی از این پیکربندیها “عملکرد کلی بهتر سیستم کنترل” را نسبت به سایرین ارائه دهد. اما چگونه باید از بین این گزینهها انتخاب کنیم؟
در پایهایترین سطح، اولین و اساسیترین چالش در تحلیل و طراحی سیستمهای کنترل چندمتغیره، تصمیمگیری درباره جفتسازی بهینه متغیرهای ورودی و خروجی است – مسئلهای که به هیچ وجه ساده نیست.
در این بخش، توابع انتقال کنترلرهای پرکاربرد در فرآیندهای صنعتی را ارائه میکنیم. یک کنترلر PID مبتنی بر رله برای سیستم مخازن کوپل شده با فیدبک طراحی شده است. در ادامه، مروری مختصر بر حالتهای کنترلرهای P (تناسبی)، I (انتگرالی) و D (مشتقی) خواهیم داشت.
نکات کلیدی به صورت فنی:
-
کاربرد صنعتی: این کنترلرها در سیستمهای:
-
کنترل سطح مایعات
-
تنظیم دما
-
مدیریت فشار
کاربرد گستردهای دارند.
-
-
ویژگیهای خاص:
-
کنترلر PID رلهای برای سیستمهای غیرخطی مناسب است
-
هر یک از مؤلفههای P، I و D اثرات خاصی بر پاسخ سیستم دارند
-
طراحی بهینه نیازمند تنظیم دقیق پارامترهاست
-
“در محیطهای صنعتی که نیازمند پاسخ سریع و پایدار هستند، کنترلرهای PID با قابلیت تنظیم پارامترهای تناسبی، انتگرالی و مشتقی به عنوان گزینهای استاندارد مورد استفاده قرار میگیرند.”
کنترلر تناسبی (Proportional Controller)
سادهترین نوع کنترلر، کنترلر تناسبی است (کنترل روشن/خاموش در واقع سادهترین حالت محسوب میشود، اما همانطور که خواهیم دید، حالت خاصی از کنترلر تناسبی با بهره بینهایت میباشد). هدف اصلی ما کاهش خطا بین خروجی فرآیند و مقدار مطلوب (Set Point) است. کنترلر تناسبی قادر است این خطا را کاهش دهد، اما نمیتواند آن را به طور کامل حذف نماید. در شرایطی که وجود مقداری خطای باقیمانده (Residual Error یا Offset) قابل قبول باشد، کنترل تناسبی میتواند گزینه مناسبی باشد.
ویژگیهای کلیدی:
-
عملکرد پایه: خروجی کنترلر مستقیماً متناسب با خطا (Kp×e)
-
مزیت اصلی: سادگی پیادهسازی و درک مفهوم
-
محدودیت اصلی: وجود خطای ماندگار در حالت پایدار
-
پارامتر تنظیم: ضریب بهره (Kp) تنها پارامتر قابل تنظیم
کنترلر تناسبی تنها دارای یک پارامتر قابل تنظیم است: بهره کنترلر (Kc). این کنترلر یک سیگنال خروجی تولید میکند که میتواند:
-
فشار در کنترلرهای نیوماتیک
-
جریان یا ولتاژ در کنترلرهای الکترونیکی
باشد و این سیگنال دقیقاً متناسب با مقدار خطا (ε) است.
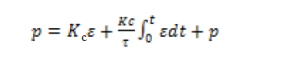
رابطه کنترلر تناسبی:
P = Kc × ε + pₛ
توضیح پارامترها:
-
P: خروجی کنترلر (Output Signal)
-
Kc: بهره تناسبی (Controller Gain) – پارامتر اصلی تنظیم
-
ε: خطا (Error) – تفاوت بین مقدار مطلوب و مقدار واقعی
-
pₛ: مقدار پایه (Bias) – خروجی کنترلر در حالت بدون خطا
نکات کلیدی:
-
سادگی ساختار: تنها با ضرب خطا در یک ضریب ثابت عمل میکند
-
رفتار دینامیکی: پاسخ سریع به تغییرات خطا
-
محدودیت: همیشه خطای حالت ماندگار (Steady-State Error) وجود دارد
مثال کاربردی:
در یک سیستم کنترل دمای صنعتی با Kc=2:
-
اگر خطای دمایی ۵°C باشد → خروجی کنترلر = (۲×۵) + pₛ
-
مقدار pₛ معمولاً در نقطه میانی محدوده کاری تنظیم میشود (مثلاً ۱۲mA در سیستم ۴-۲۰mA)
معادله کنترلر تناسبی:
P(t) = Kc × ε(t)
تعاریف پارامترها:
-
P(t):
-
سیگنال خروجی کنترلر بر حسب زمان
-
واحدها:
-
psi (برای سیستمهای نیوماتیک)
-
میلیآمپر یا ولت (برای سیستمهای الکترونیکی)
-
-
-
Kc:
-
بهره تناسبی (Proportional Gain)
-
حساسیت کنترلر به خطا
-
بدون واحد یا با واحدهای مناسب (مثلاً psi/°C یا mA/bar)
-
-
ε(t):
-
خطای لحظهای (تفاوت بین نقطه تنظیم و متغیر اندازهگیری شده)
-
محاسبه: ε(t) = SP(t) – PV(t)
-
-
pₛ:
-
مقدار بایاس (Bias Value)
-
خروجی پایه کنترلر در حالت بدون خطا
-
در سیستمهای ۴-۲۰mA معمولاً ۱۲mA است
-
فرم انحرافات (Deviation Form):
معادله به صورت فوق، تغییرات حول نقطه کار را نشان میدهد که در تحلیل دینامیکی سیستم بسیار کاربرد دارد.
نکات فنی مهم:
-
در سیستمهای واقعی، محدوده Kc معمولاً بین ۰٫۵ تا ۵۰ متغیر است
-
انتخاب مقدار بهینه Kc نیازمند:
-
تحلیل پاسخ گذرا
-
در نظر گرفتن پایداری سیستم
-
ملاحظات نویز اندازهگیری
-
مثال عددی:
برای یک کنترلر دما با Kc=3 mA/°C:
اگر خطای دمایی ۱۰°C باشد → P(t) = 3×۱۰ + ۱۲ = ۴۲mA
(در سیستم ۴-۲۰mA این مقدار ساطح میشود)
کنترلر PI ( تناسبی – انتگرالی )

کنترلکننده تناسبی-انتگرالی-مشتقی (PID):
کنترل مشتقگیر (Derivative) حالت دیگری است که میتوان به کنترلکنندههای تناسبی یا تناسبی-انتگرالی اضافه کرد. این حالت بر اساس مشتق خطا عمل میکند، بنابراین زمانی که خطا به سرعت در حال تغییر است، بیشترین تأثیر را دارد. کنترل مشتقگیر به کاهش نوسانات فرآیند کمک میکند.
-
کنترل مشتقگیر (Derivative): واکنش به سرعت تغییر خطا (پیشبینی روند خطا)
-
مزیت: کاهش نوسانات و بهبود پایداری سیستم
-
کاربرد: در سیستمهایی که نیاز به پاسخ سریع و پایدار دارند (مانند کنترل دما، موقعیت، سرعت و…)
![]()

پارامترهای سیستم PID قابل تنظیم است .
روش تنظیم پارامترهای PID زیگلر-نیکولز
زیگلر و نیکولز در سال ۱۹۴۲ مقالهای [۱۰] منتشر کردند که در آن دو روش برای تنظیم پارامترهای کنترلکنندههای P، PI و PID ارائه شد. این دو روش عبارتاند از:
۱. روش حلقه بسته زیگلر-نیکولز (که به نام روش بهره نهایی نیز شناخته میشود)
۲. روش حلقه باز زیگلر-نیکولز (که به نام روش منحنی واکنش فرآیند نیز معروف است)
روش تنظیم پارامترهای PID (زیگلر-نیکولز)
مراحل تنظیم کنترلر:
۱. فرآیند را به نقطه کارکرد مطلوب نزدیک کنید
-
سیستم را تا حد امکان به نقطه عملیاتی مطلوب برسانید تا اطمینان حاصل شود که کنترلر در حین تنظیم، دینامیک واقعی فرآیند را حس میکند.
-
این کار باعث کاهش احتمال رسیدن متغیرها به محدودههای غیرمجاز در طول تنظیم میشود.
۲. کنترلر PID را به یک کنترلر تناسبی (P) تبدیل کنید
-
با تنظیم τI = ∞ (انتگرالگیر غیرفعال) و τD = 0 (مشتقگیر غیرفعال)، کنترلر را به حالت تناسبی خالص (P) تغییر دهید.
-
بهره Kp را ابتدا روی صفر تنظیم کنید.
-
حلقه کنترل را با قرار دادن کنترلر در حالت خودکار (Automatic) ببندید.
۳. بهره Kp را افزایش دهید تا نوسانات پایدار ایجاد شود
-
مقدار Kp را به تدریج افزایش دهید تا پس از یک تحریک در سیستم، نوسانات پایدار در سیگنالهای کنترل (مانند اندازهگیری فرآیند) مشاهده شود.
-
این نوسانات نشاندهنده مرز پایداری سیستم است.
-
مقدار Kp در این حالت را بهره نهایی (Kpu) مینامند.
۴. دوره تناوب نوسانات پایدار (Pu) را اندازهگیری کنید
پارامترهای کنترلر را مطابق جدول ۱ محاسبه کرده و این مقادیر را در کنترلر اعمال کنید.

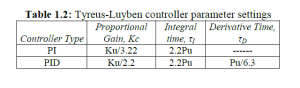
روش تایراس-لویبن (Tyreus-Luyben):
روش تایراس-لویبن [۱۱] شباهت زیادی به روش زیگلر-نیکولز دارد، اما تنظیمات نهایی کنترلر در این روش متفاوت است. این روش تنها تنظیمات مربوط به کنترلرهای PI و PID را ارائه میدهد. مقادیر پیشنهادی این روش که بر اساس بهره نهایی (Ultimate gain) و دوره تناوب (Period) محاسبه میشوند، در جدول ۲ ارائه شدهاند.
همانند روش زیگلر-نیکولز، این روش نیز:
-
زمانبر است
-
سیستم را تا مرز ناپایداری پیش میبرد
روش تنظیم خودکار (Auto-Tuning) رلهای
اکثر کنترلرهای مورد استفاده در صنعت از نوع PID هستند.
یک فرآیند صنعتی بزرگ ممکن است صدها عدد از این کنترلرها را داشته باشد که هر یک باید به صورت جداگانه تنظیم (Tune) شوند تا با دینامیک فرآیند مطابقت داشته و عملکرد کنترل مطلوب و قوی را ارائه دهند.
اگر این تنظیمات به صورت دستی انجام شود، فرآیندی خستهکننده و زمانبر خواهد بود و عملکرد سیستم نهایی عمدتاً به تجربه و دانش مهندسان از فرآیند بستگی دارد.
در عمل، ثابت شده است که بسیاری از حلقههای کنترل صنعتی بهدرستی تنظیم نشدهاند.
به همین دلیل، تکنیکهای تنظیم خودکار (Auto-Tuning) روزبهروز بیشتر مورد توجه محققان و مهندسان صنعتی قرار میگیرد.
منظور از تنظیم خودکار (Auto-tuning)، روشی است که اجازه میدهد کنترلکننده بهصورت خودکار و بهمحض دریافت دستور از اپراتور یا سیگنال خارجی تنظیم شود .
روش تنظیم خودکار با فیدبک رله چندین ویژگی جذاب دارد که آنرا به بهترین روش جهت این کار تبدیل می کند :
۱- تنظیم آسان با یک دکمه (Push-Button Tuning)
۲- اجرای تست در حلقه بسته (Closed-loop)
۳- عدم نیاز به تعیین نرخ نمونهبرداری
۴- قابلیت انطباق با اغتشاشات و اختلالات
نقطه بحرانی و تنظیم پارامترهای PID:
نقطه بحرانی (Critical Point)، که معادل با پاسخ فرکانسی فرآیند در lag فازی برابر با π (۱۸۰ درجه) است، برای سالها بهعنوان مبنایی جهت تنظیم پارامترهای PID استفاده شده است. این رویکرد از زمان معرفی قانون زیگلر–نیکولز (Ziegler–Nichols یا Z–N) مورد استفاده قرار گرفته است [۹].
این نقطه بهطور سنتی توسط دو پارامتر زیر تعریف میشود:
-
Ku: بهره نهایی (Ultimate Gain)
-
Pu: دوره تناوب نهایی (Ultimate Period)
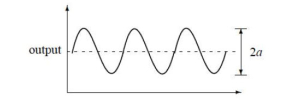
روش تنظیم خودکار با رله بر این مشاهده استوار است که یک سیستم با lag فازی حداقل π در فرکانسهای بالا، میتواند تحت کنترل رله نوسان کند و نوسانی با دوره تناوب Pu داشته باشد.
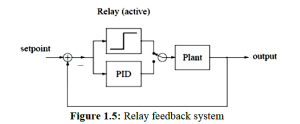
در نمودار زیر ، خروجی این سیستم را مشاهده می کنید .
پالس مربعی که رله ایجاد می کند ، پس از ورود به سیستم به شکل موج سینوسی در خروجی تولید می شود .
سیستم مخزن در صنایع شیمیایی ، معمولا رفتارهای غیرخطی دارد .
اگر معادلات غیرخطی فرایند نیز در دسترس باشد ، برای ما بهتر این است که از معادلات خطی شده برای کنترل سیستم استفاده کنیم .
۲.۱.۱ سیستم مخازن جفتشده با بازخورد
این سیستم دارای دینامیکی پیچیده اما زیباست که از یک ساختار سادهی آبشاری مخازن حاصل میشود. این ویژگیهای دینامیکی شامل برهمکنش میان مخازن و موقعیت صفر انتقال (Transmission Zero) میشود که در حین عملیات قابل تنظیم (Tunable) هستند.
کارهای آزمایشگاهی انجامشده در این مطالعه در این بخش شرح داده شدهاند. سیستم مخازن جفتشده (Coupled Tanks)، مدلی از یک بخش فرآیندی در کارخانههای شیمیایی است.
آزمایش مخازن جفتشده این امکان را میدهد تا پیکربندیهای مختلفی از سیستم اعمال شده و دینامیک سیستم تغییر داده شود، که در نتیجه نیاز به استفاده از کنترلکنندههای متفاوت را ایجاد میکند.
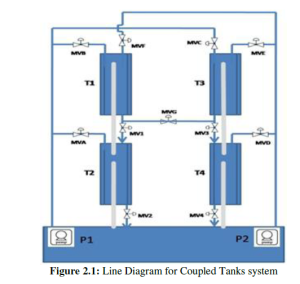
همانطور که در شکل ۱.۳ نشان داده شده، این سیستم شامل چهار مخزن قرار گرفته بر روی یک سکو (Rig) است. یک مخزن پنجم بهعنوان مخزن ذخیره در پایین سیستم قرار دارد.
در این مخزن ذخیره، دو پمپ مستغرق (Submersible) نصب شدهاند که بهصورت فرمانپذیر آب را به مخازن بالا پمپاژ میکنند.
آب از طریق روزنههای قابل تنظیم (Configurable Orifice) به سمت مخازن پایینی جریان مییابد.
مسیر جریان آب را میتوان با استفاده از شیرهای دستی (Manual Valves) با برچسبهایی مانند:
MVA، MVB، MVC، MVD، MVE، MVF، MVG، MV1، MV2…MV4
در حالتهای مختلفی پیکربندی کرد.
علاوه بر اجزای مکانیکی، این سیستم شامل موارد زیر نیز هست:
-
واحد تغذیه و تقویتکننده توان (PSUPA)
-
رابط کنترل یونیورسال (UCI) که در شکل ۲.۲ نشان داده شده
-
و کارت Advantech PCI1711 (در شکل نشان داده نشده)
رابط UCI بهعنوان واسط بین رایانه و PSUPA عمل کرده و همچنین میتواند خود بهعنوان یک کنترلکننده استفاده شود.
واحد PSUPA، سیگنالهای سطح فشار آب را تقویت کرده و آنها را بهصورت سیگنال آنالوگ به UCI و رایانه ارسال میکند.
سیگنال کنترل پمپها میتواند از طریق رایانه و عبور از UCI و PSUPA ارسال شود، یا مستقیماً از UCI به PSUPA فرستاده شود، مشروط به اینکه کنترلر مناسب برای UCI انتخاب شده باشد.
کارت PCI1711 (رابط ارتباطی جانبی) باید در یکی از شکافهای خالی PCI موجود در رایانه نصب گردد، پس از نصب نرمافزار Advantech.
این کارت بهعنوان اتصال SCSI بین UCI و رایانه عمل میکند.
پس از نصب نرمافزار Advantech و کارت PCI1711، سیستم آماده نصب نرمافزار مخازن جفتشده (Coupled Tanks Software) خواهد بود .
رایانهای که کارت Advantech دارد و دارای محیط MATLAB و SIMULINK است، بهعنوان واحد کنترل اصلی عمل میکند.
سیگنالهای کنترلی، که در بازه ولتاژی ۰ تا ۵ ولت قرار دارند، به تقویتکننده توان (Power Amplifier) منتقل میشوند، و در آنجا به سیگنال PWM با ولتاژ ۲۴ ولت تبدیل میگردند که پمپها را کنترل میکنند.
سطح آب در مخازن با استفاده از سنسورهای فشار اندازهگیری میشود و اطلاعات آن بهواسطه PSUPA به رایانه منتقل میگردد.
۲.۲ مدلسازی ریاضی
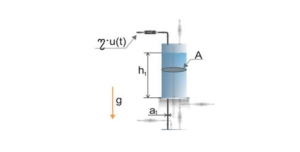
۲.۲.۱ مدل مخزن تکی
هر پروژه کنترلی با مدلسازی سیستم (Plant Modelling) آغاز میشود تا بیشترین اطلاعات ممکن درباره فرآیند فراهم گردد.
در ابتدا، یک پیکربندی مخزن تکی (Single Tank) برای کار مدلسازی در نظر گرفته شده است.
ثابت زمانی مدار الکتریکی بسیار کوچکتر از ثابت زمانی مخزنها است، بنابراین مدارهای الکتریکی که پمپها را تغذیه میکنند، میتوانند بهعنوان یک ضریب تقویت (Gain) در مدل در نظر گرفته شوند.
شکل ۲.۴ سیستم مخزن تکی را با شرح آن نشان میدهد.
رویکرد تئوریک
بهطور معمول، مدلهای پدیدهمحور (Phenomenological) دارای ویژگی غیرخطی هستند، به این معنا که حداقل یکی از متغیرهای حالت مانند:
-
i: جریان ورودی پمپ
-
h: ارتفاع یا سطح آب
ورودی یک تابع غیرخطی است.
برای نمایش چنین مدلی بهصورت تابع انتقال (Transfer Function) که نوعی نمایش خطی دینامیک سیستم در مهندسی کنترل است، باید ابتدا مدل غیرخطی را خطیسازی کرد.